








广州负压球液态硅胶模具工艺流程
液态硅胶注塑模具广泛应用于医疗、电子、汽车、日常生活用品等领域。在使用过程中,需要定期清理模具表面和注射点处的残留物,以防止硅胶在模具内固化造成模具损坏。此外,还需要定期检查和维护模具的温度控制系统,以确保模具温度的准确性和稳定性。模具的维护还包括清洁、防锈和定期检查等,以延长模具的使用寿命。液态硅胶注塑模具在制造过程中需要综合考虑材料特性、模具设计、制造流程、应用与维护以及优势与挑战等多个方面。通过科学合理的设计和制造流程以及严格的维护管理,可以确保液态硅胶注塑模具的质量和生产效率满足生产要求。液态硅胶注塑工艺可以生产复杂形状的产品。广州负压球液态硅胶模具工艺流程
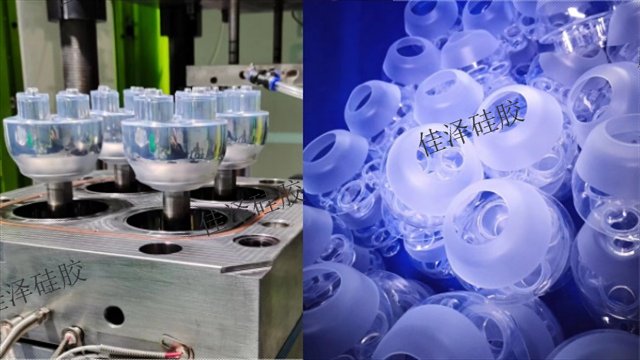
液态硅胶模具
使用液态硅胶模具时,需要注意以下几个方面以确保模具的性能、延长使用寿命并保障产品质量:一、模具制造与使用前的准备硫化处理:在制造工艺时,要使硅胶模具完全硫化再使用。温室下可使用硅胶模具硫化12小时左右,加温60度后,硅胶模具硫化4个小时左右。配比与搅拌:硅胶与固化剂的配比要准确,必须使用电子秤进行配比,因为硅胶与固化剂的密度不同,不可使用量杯。搅拌过程中,要确保容器的边缘和底部都搅拌到位,避免硅胶固化不均或不固化。真空排气泡:硅胶与固化剂搅拌均匀后,进行抽真空排气泡处理,抽真空的时间不宜过久,避免硅胶固化。广州花都区耳机帽液态硅胶模具开模生产汽车零部件,如发动机密封件等。液态硅胶模具能够生产出具有复杂形状和高精度汽车零部件。

液态硅胶(LSR)模具的设计要点如下:1. 材料选择模具钢:常用高硬度、耐腐蚀的钢材,如H13、S7等。表面处理:通过镀铬、氮化等工艺提升耐磨性和脱模性。2. 分型面设计分型线位置:应设在产品外观影响**小的区域。密封性:确保分型面紧密贴合,防止溢胶。3. 浇注系统浇口设计:常用针点浇口或潜伏式浇口,确保充填均匀。流道设计:流道应短而宽,减少压力损失。4. 排气系统排气槽:设在***充填区域,深度通常为0.01-0.03mm。排气孔:在必要位置设置小孔,排出空气。
液态硅胶(LSR)模具成型是一种高效、精密的制造工艺,广泛应用于医疗、电子、汽车等领域。以下是液态硅胶模具成型的详细工艺步骤和关键技术:8. 模具维护清洁保养:每次使用后清洁模具,定期进行保养。修复:发现磨损或损坏及时修复,确保模具精度和寿命。关键工艺参数注射压力:50-150MPa模具温度:120-200°C固化时间:30-180秒注射速度:根据产品形状和尺寸调整液态硅胶模具成型的优势高精度:能够生产复杂形状和高精度的产品。高效率:自动化程度高,生产效率高。优良性能:产品具有优异的耐热性、耐候性和生物相容性。液态硅胶模具温度过高或过低都可能导致产品收缩和变形。因此,需要严格把控模具温度以确保产品质量。
液态硅胶模具的制作流程通常包括以下几个步骤:一、准备材料与工具硅胶原料:选择适合的液态硅胶,可以是工业级或食品级,根据具体需求确定。固化剂:用于控制硅胶的固化过程。脱模剂:避免硅胶固化后粘在母模上。搅拌容器与搅拌棒:用于混合硅胶和固化剂。真空泵(可选):用于去除液态硅胶中的气泡。母模:用于复制形状和纹路的模型。模框:用于固定母模和容纳液态硅胶。液态硅胶模具设计需综合考虑材料、分型面、浇注系统、排气、冷却、顶出、精度、寿命、安全和调试等因素,以确保产品质量和生产效率。液态硅胶模具应用于卫浴行业:用于制作花洒头包胶,家具用品的洗衣机隔膜片密封圈堵头等模具。广州花都区防水密封配件液态硅胶模具定制厂家
高精度:液态硅胶模具可以制作出非常精细和复杂的结构,满足高精度制品的生产需求。广州负压球液态硅胶模具工艺流程
4. 表面处理镀铬:提高模具表面的硬度和耐磨性。氮化:提高模具表面的硬度和耐磨性。PVD涂层:提高模具表面的硬度、耐磨性和抗腐蚀性。5. 模具试模试模准备:准备液态硅胶原料和注塑机。试模过程:进行试模,检查产品的充填情况、固化效果和脱模情况。参数调整:根据试模结果调整注射压力、模具温度、注射速度等参数。6. 模具优化修模:根据试模结果对模具进行修整,如调整浇口位置、增加排气槽等。再试模:进行再次试模,确保模具性能达到要求。广州负压球液态硅胶模具工艺流程
上一篇: 广东省安抚奶嘴液态硅胶模具公司
下一篇: 广州喇叭罩液态硅胶模具供应商

