广东省全面罩液态硅胶模具电话
液态硅胶(LSR)注塑模具的工艺主要包括以下步骤和关键技术:4. 固化热固化:模具温度保持在120-200°C,硅胶在模具内固化,时间通常为30-180秒。冷固化:部分硅胶可在室温下固化,但时间较长。5. 脱模顶出:固化后,通过顶针系统将产品从模具中顶出。脱模剂:必要时使用脱模剂,确保产品顺利脱模。6. 后处理修边:去除产品上的飞边和毛刺。清洗:清洗产品表面,去除脱模剂和杂质。二次固化:部分产品需在高温下进行二次固化,以提升性能。液态硅胶模具温度过高或过低都可能导致产品收缩和变形。因此,需要严格把控模具温度以确保产品质量。广东省全面罩液态硅胶模具电话
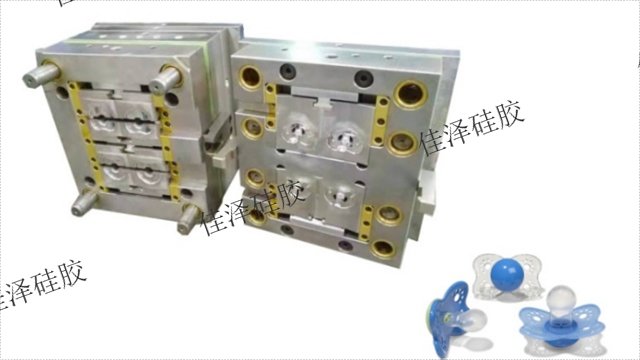
液态硅胶模具
液态硅胶注塑模具的工艺包括材料准备、模具准备、注塑、固化、脱模、后处理和质量控制等步骤。合理控制工艺参数和模具维护是确保产品质量和生产效率的关键。使用液态硅胶模具时需要注意硫化处理、配比与搅拌、真空排气泡、避免频繁使用、正确放置模具、避免直接接触热源、使用脱模剂、及时清洗与保养以及避免损伤等多个方面。这些注意事项有助于确保模具的性能、延长使用寿命并保障产品质量。液态硅胶模具应用的领域很广,包括母婴产品,汽车配件,消费电子,劳保用品等广州市花都区眼罩液态硅胶模具图片液态硅胶模具在使用过程中需要定期进行维护和保养,确保其精度和寿命。这需要操作人员具备成熟知识和技能。
4. 表面处理镀铬:提高模具表面的硬度和耐磨性。氮化:提高模具表面的硬度和耐磨性。PVD涂层:提高模具表面的硬度、耐磨性和抗腐蚀性。5. 模具试模试模准备:准备液态硅胶原料和注塑机。试模过程:进行试模,检查产品的充填情况、固化效果和脱模情况。参数调整:根据试模结果调整注射压力、模具温度、注射速度等参数。6. 模具优化修模:根据试模结果对模具进行修整,如调整浇口位置、增加排气槽等。再试模:进行再次试模,确保模具性能达到要求。
液态硅胶(LSR)模具的设计要点如下:9. 安全设计防护装置:防止操作中的意外伤害。紧急停机:设置紧急停机按钮,确保安全。10. 试模与调试试模:验证模具设计的合理性。调试:根据试模结果调整参数,优化模具性能。总结液态硅胶模具设计需综合考虑材料、分型面、浇注系统、排气、冷却、顶出、精度、寿命、安全和调试等因素,以确保产品质量和生产效率。液态硅胶模具的应用领域很广,包括母婴行业,劳保用品,汽车配件,消费电子,日用消耗品等。液态硅胶模具应用在医用行业:用于制作医用用具、医用用品等模具,如导尿管,喉罩,密封圈等。

4. 冷却温度冷却温度:模具冷却至50-70°C。目的:便于脱模,防止产品变形。5. 二次固化温度二次固化温度:部分产品需在高温下进行二次固化,温度通常为150-200°C。目的:进一步提升产品的力学性能和稳定性。温度控制要点均匀性:确保模具各部分的温度均匀,避免局部过热或过冷。稳定性:保持温度稳定,避免波动影响产品质量。监测:使用温度传感器实时监测模具温度,及时调整。液态硅胶模具的温度控制包括预热、注射、固化、冷却和二次固化等阶段。模具预热温度通常为50-70°C,注射温度为20-40°C,固化温度为120-200°C,冷却温度为50-70°C,二次固化温度为150-200°C。合理控制模具温度是确保液态硅胶成型产品质量和生产效率的关键。液态硅胶模具因其良好的柔韧性和耐用性,以及无毒安全特性,在汽车、医用、母婴等多个领域得到了应用。广东省全面罩液态硅胶模具电话
液态硅胶模具是用于生产液态硅胶制品的工具。广东省全面罩液态硅胶模具电话
7. 模具验收尺寸检测:使用测量工具检测产品尺寸是否符合要求。外观检查:检查产品表面是否有缺陷,如气泡、缺料等。性能测试:进行拉伸、撕裂等力学性能测试,确保产品符合标准。8. 模具维护清洁保养:每次使用后清洁模具,定期进行保养。修复:发现磨损或损坏及时修复,确保模具精度和寿命。关键制作要点精度控制:确保模具加工和装配的高精度。表面处理:通过表面处理提高模具的耐磨性和使用寿命。试模调试:通过多次试模和参数调整,优化模具性能。广东省全面罩液态硅胶模具电话
上一篇: 广东省汽车接插件液态硅胶模具加工厂家
下一篇: 没有了